白度和荧光测量在DIP浆线的应用
建立一个白度设定点 通过ERIC调整白度 全面减少质量偏差
一年内收回成本
在线应用
PulptecTM BT-5400 UV 带荧光测量的白度传感器
造纸机概述
在法G的 Saint-Mars-la-Brière ,ArjoWiggins’ Le Bourray 脱墨浆(DIP) 工厂, 使用两条DIP浮选脱墨线。那里有八个主要的纤维回收来源。这个工厂每年生产110000吨回收浆为原料的卫生纸和涂布印刷纸。
标定和安装
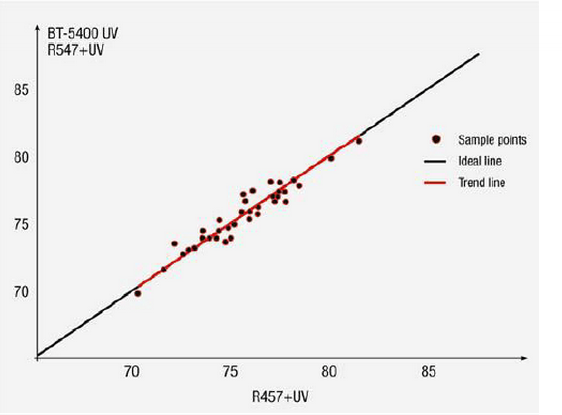
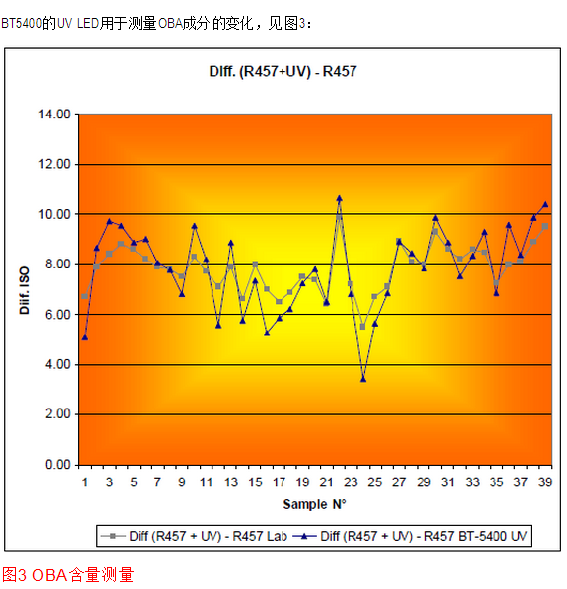
图1 标定BT R457+UV 标定R2
=0.92
在Le Bourray BT-5400 UV已经成功测试6个月,传感器已经被标定,见图1,。 • 白度, R457
• 白度Brightness, R457 + UV • ERIC(油墨残余)
• L a b (明度,红度,黄度)
白度使用457纳米的蓝色光束测量依据标准ISO 2470-2
在六个月的测试期间内BT-5400 UV安装在DIP浆线的两个不同位置: 1, 一段浮选槽出口 2, 二段浮选槽出口
在两个安装位置浆料浓度都是3.5%左右
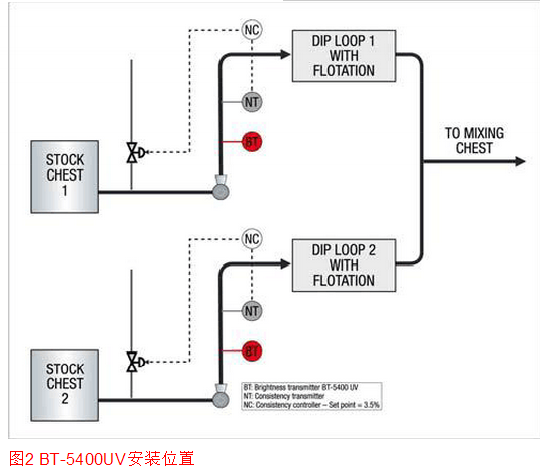
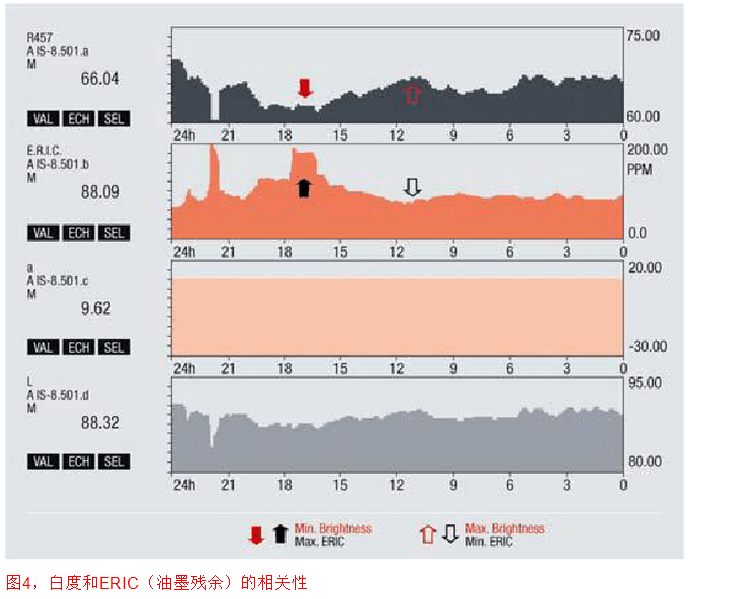
在**个安装位置,工厂采用R457 + UV 白度设定,用于建立一个白度设定点。操作工一直监测这个白度水平,并根据白度的增加和减少手动在线调整回收纤维的供应量配比。如果白度增加超过设定点,操作工抓住机会增加较低白度回收纤维的用量。基于良好的剂量供给,工厂可以通过减少白度波动来提高总的产品质量。在第二个安装位置,通过控制ERIC(油墨残余数)增加额外的收益。工厂操作工发现当ERIC含量高时,白度水平会下降。通过调整脱墨线参数,他们可以降低ERIC的值,由此不需增加化学品用量即可控制达到正确浆料白度,见图4.
白度水平数据的精确记录使工厂维持了严谨的质量控制标准,由此使工艺简单化并减少了不需要的化学品消耗。不到一年时间即全部收回成本,调整不同回收纤维的用量配比,节省漂白剂的加入量,使工厂尽可能的降低回收纤维的用量以节省费用。